For Complete Vaporizer/Mixer Systems, follow this link.
 Alternate Energy Systems' piston operated LPG/air mixing systems are designed around the patented POM valve. This unique mixing valve is used in several different sizes throughout the range of our products.
Alternate Energy Systems' piston operated LPG/air mixing systems are designed around the patented POM valve. This unique mixing valve is used in several different sizes throughout the range of our products.
The systems described here are intended to be used with new or existing LPG vaporizers, either as replacement for less reliable LPG/air mixing systems from other manufacturers, or in the conversion from straight LPG applications to LPG/air systems. They are very simple in design, easy to integrate with existing equipment, and require only AC 115V 60 Hz or AC 230V 50 Hz, single phase electrical supply for operation. They can be supplied with several options, including automatic gas properties control; flow controllers for PeakShaving applications; Ethernet interfaces for remote monitoring and control; etc.
The impressive simplicity of the POM provides the basis for a mixer design that offers the ultimate in reliability and precision. Virtually maintenance free, simple periodic maintenance is limited to the removal of the POM top cover, removal of the piston, cleaning it with a solvent, wiping out the piston chamber and replacing the piston and top cover. This can typically be accomplished less than 10 minutes.
By using a piston, there are no design pressure or temperature restrictions commonly found with diaphragms, which have high temperature restrictions or may stiffen and crack in cold temperatures.
Compared to systems with proportional mixing valves, which typically use differential pressure feedback, POM systems impress with their simple installation, setup, operation and maintenance, their unsurpassed operational reliability, their quick response to load changes, and their turn-down ratio of 30:1 or better.
Compared to blending systems that rely on the presence and accuracy of Vortex (or other types of) flow meters to pre-set the blending ratio ("feed-forward" or "forward-control"), and then have to wait for a signal from a gas analyzer (usually a Calorimeter) to make adjustments to the blending ratio until the actual gas properties match the desired values (feed-back), POM blenders are much faster to respond to load changes (flow changes).
While the flow meter based blenders cannot operate accurately without the presence of a gas analyzer, POM blenders will maintain their blending ratio regardless of the flow demand. This has been proven time-and-time again in demanding applications. A typical example for this is the fuel supply to float glass plants, where the periodic "reversals" (100% flow for 20 minutes; 100% to 0% in 10 seconds; no-flow for several seconds; 0% to 100% in 5-10 seconds) usually upset flow meter based blenders to the point that some users have decided to use them for "Asset Protection" only (keep the furnace warm, but don't produce glass, because the gas properties are not good enough), but not for "Profit Protection". POM blenders, on the other hand, have no problem maintaining the blending ratio even under these conditions, and have therefore become a quasi-standard for the glass industry for "Profit Protection" (continue producing glass).
Once set, the POM will blend any two gasses at a constant ratio: the result is an LPG / air mixture which is compatible with natural gas, regardless of the downstream demand. The POM system is a "pushthru" system. This means that it is not necessary to reduce the compressed air or the LPG vapor to zero pressure during the mixing process, before compressing both air and gas to the desired pressure. The POM system utilizes the existing pressure in the LPG to satisfy most industrial and utility peak shaving applications.
The most common application is the production of a LPG/air mixture (Synthetic Natural Gas; SNG) which is compatible with natural gas, regardless of the downstream demand. Other applications include NatGas/Air or NatGas/Nitrogen blending to create replacement gas for Digester Gas, Landfill Gas, Coke Oven Gas, etc.
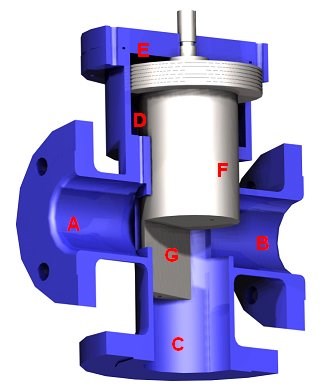
How it Works
The dominant gas (i.e. LPG) enters the Mixer at Inlet Port "A". Compressed air enters at Inlet Port "B". Both gases exit together at Exit Port "C".
When turned off, or during no-flow periods, the piston rests in the closed position.
Upon demand for gas, pressure at Exit Port "C" drops slightly. This change in pressure is passed through the piston to Chamber "E". The pressure at Inlet Port "A" (dominant gas) is greater and, since this area connects to Chamber "D", the piston will rise or descend with demand changes or pressure drops at Exit Port "C".
When the flow rate is constant, the piston will "float", partially opening the inlet gates A and B. This results in a very accurate positioning of the piston, accurately metering the flow of gas, regardless of the downstream demand.
Ratio Adjustment
A segment "G", cut out of the piston, matches the edge of the cutouts in Port "A-B". The piston is positioned between a sliding, pinned guide and the top of the piston. A knurled knob, attached to the stem of the guide, easily allows adjustment to be made externally by rotating the guide (and with it the piston), to restrict either Inlet Port, thereby controlling the ratio of gas and air. The piston is designed with a series of grooves, called a "labyrinth", which generates circular "O" rings or vortices which prevents the gasses from transferring between the top and bottom chambers. This design eliminates the need for a diaphragm or a mechanical seal such as a piston ring. It also allows the POM to be equipped with an actuator/positioner for automatic correction of the properties of the mixed gas, i.e. Calorific Value, Wobbe Index Number, O2 content, Specific Gravity, etc.
AccuBlend™
All AES patented Piston Operated Mixers can be equipped with this option. It consists of an electric actuator, mounted on top of the POM valve, and a proportional controller. The controller receives a 4-20 mA signal from a Gravitometer (such as the GraviBlend®-3), a Calorimeter, or other gas analyzer, and compares this signal with a pre-set value, representing the correct mixture. If deviations are detected, the actuator changes the rotational position of the piston in the POM valve, thereby effectively correcting the mixture to meet customer requirements.
The POM design also features:
- No rubber diaphragms to dry out and stiffen.
- A close tolerance guide for the piston is internal, away from air & gas flow.
- Unique air labyrinth piston seal.
- The piston does not touch bore.
- There are no piston rings to seize: the labyrinth acts as a seal.
- There is no external piping. Operating bleeds and parts are integral within the valve, thereby reducing the risk of damage.
- Available fully Automatic Gas Properties Control (Wobbe Index; O2 content; Specific Gravity; Calorific Value) when combined with the AES AccuBlend™ Control System.
- Configurations for use as replacement gas source for Digester Gas, Landfill Gas, Coke Oven Gas, etc.
|
Click on Model Number for Specifications |
|
| MODEL |
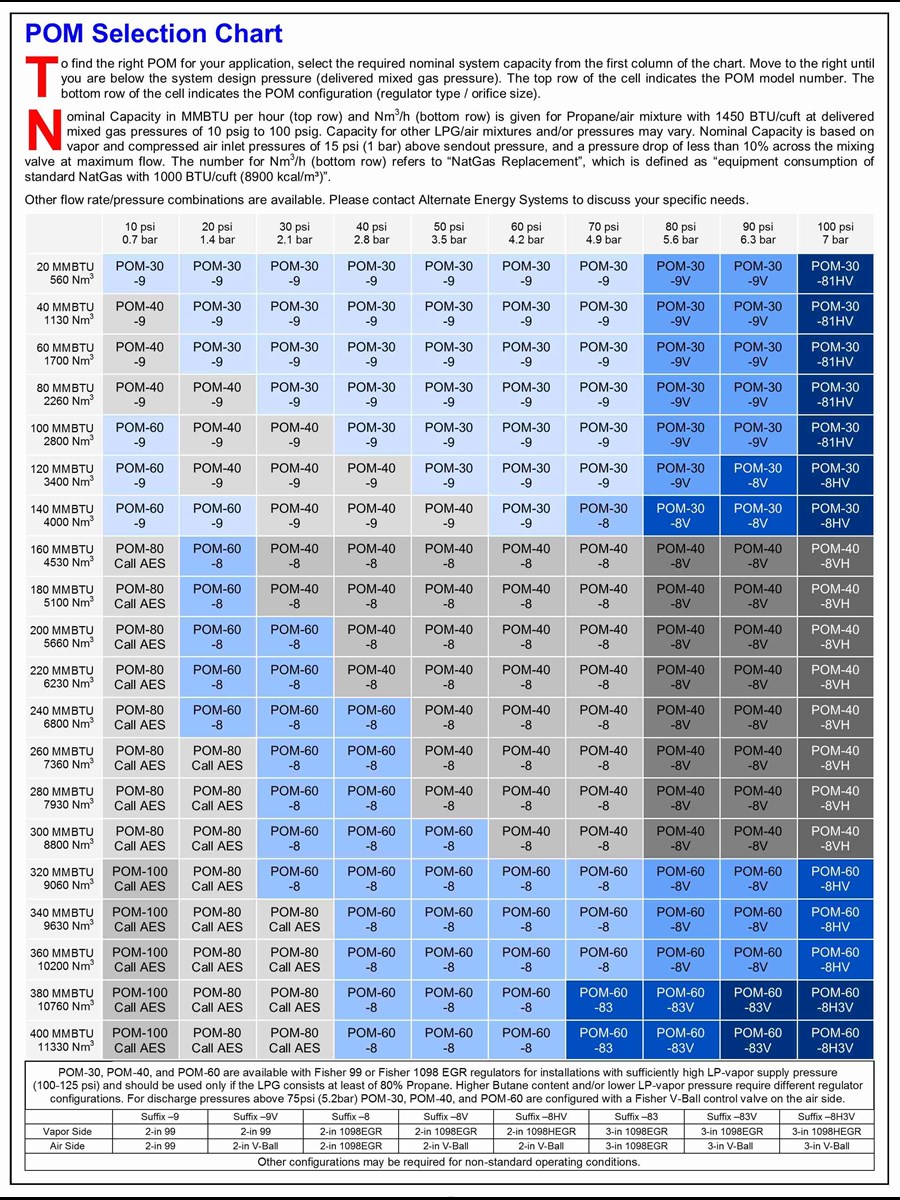
POM Capacity |
| POM-30 | 20 - 140 MMBTU/h 560 - 4,000 Nm³/hr NatGas |
| POM-40 | 40 - 300 MMBTU/h 1,130 - 8,800 Nm³/hr NatGas |
| POM-60 | 100 - 400 MMBTU/h 2,800 - 11,330 Nm³/hr NatGas |
| POM-80 | 160 - 1000+ MMBTU/h 4,530 - 28,000+ Nm³/hr NatGas |
| POM-100 | 320 - 2000+ MMBTU/h 9,060 - 56,000+ Nm³/hr NatGas |
POM Blender Selection Chart